Av Lennart Andreasson
I Fagersta valsades platta produkter i form av styckeplåt i ett valsverk som var i drift från 1931 till 1965. För att få en mera rationell tillverkning installerades ett bandvalsverk år 1952. Det var från början avsett för bandbredder 200 till 600 mm. Det visade sig senare nödvändigt med utökad bandbredd och en omkonstruktion skedde 1958 till 800 mm för att ytterligare utökas till 840 mm år 1970. Det var i drift fram till 1989.
Valsning skedde från början av kolstål men övergång till rostfritt skedde successivt under åren. Mot slutet var det endast fråga om rostfritt.
I början valsades göt till platta ämnen benämnda slabs av kolstål men även av rostfritt. Då Stålverk 2 tagits i drift övergick man år 1972 successivt över till rostfria stränggjutna 6 m långa slabs med 9 olika bredder mellan 465 och 815 mm och 140 mm tjocklek. Största vikt var drygt 5 ton. En mindre mängd specialstål tillverkat i högfrekvensugn valsades från göt till slabs och fanns kvar mot slutet.
De valsade banden levererades efter glödgning och betning till Klosterverken i Långshyttan för kallvalsning till tunnare dimensioner.
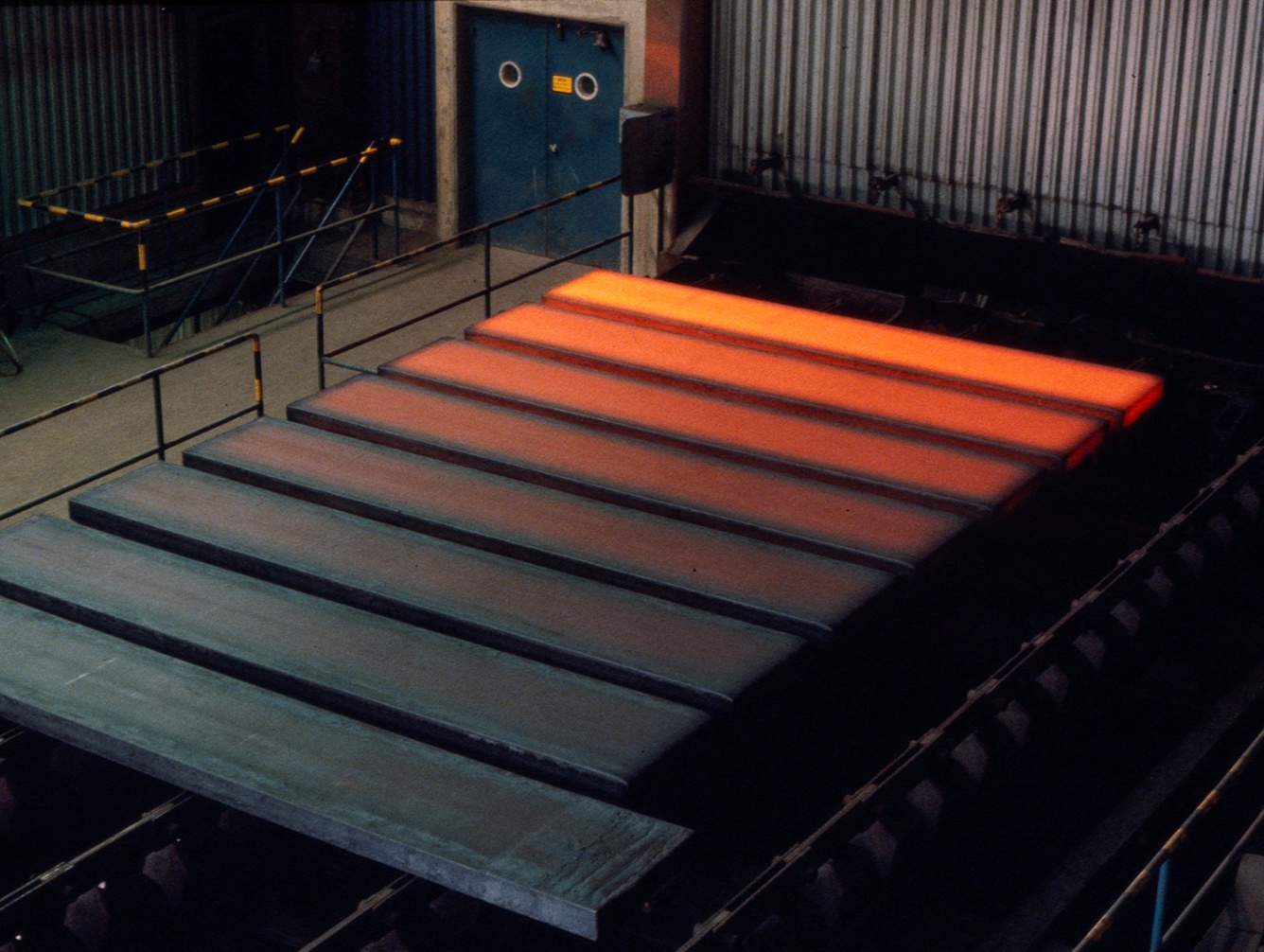
Svalbanan i Stålverk 2 där slabsen efter stränggjutning får svalna. Foto Peter Nyblom
Första slabs vid stränggjutning skars av till samma längd som övriga. Nästa steg var att i ämnesbehandlingen slipa ytorna för att avlägsna eventuell ytfel.
Då Stålverk 2 år 1985 slagits igen levererades slabs från Degerfors eller Avesta.
Värmning skedde i en oljeeldad stegbalkugn för rostfritt till 1250°C. År 1988 gick man över till gasol. Först skedde valsning 9 eller 11 stick i ett förpar där arbetsvalsarna hade en diameter av 600 mm. Stödvalsarnas diameter var 1000 mm. Dessutom bestod verket av vertikalvalsar för att förhindra bredning av hetan. För att avlägsna glödskal högtrycksspolade man hetan med vatten.
För drivning av förparet krävdes en motor på 5500 kW.

En heta lämnar förparet i bakgrunden för att gå in i steckelverket
Från förparet gick den 65 m långa hetan som då hade en tjocklek av ca 13 mm vidare till steckelverket för slutvalsning med 5 till 7 stick till mindre än 3 mm tjocklek. Valshastigheten var normalt nära 5 m/sek. Verket hade arbetsvalsar med diameter 500 mm och stödvalsar med diameter 1150 mm. I anslutning före och efter det verket fanns varmhasplar. De behövdes för att hetan skulle bibehålla hög temperatur under hela slutvalsningen.
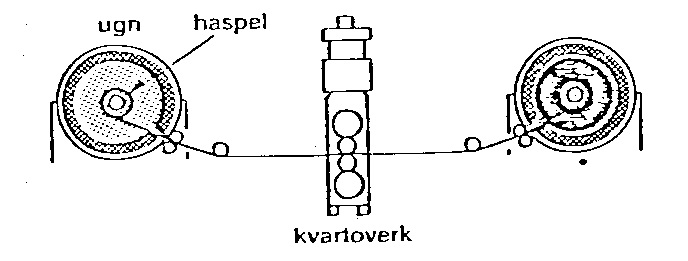
Principbild på steckelverket med haspelugnar före och efter
För drivning krävdes för steckelverket en motor på 2980 kW.

Valsning börjar i steckelverket
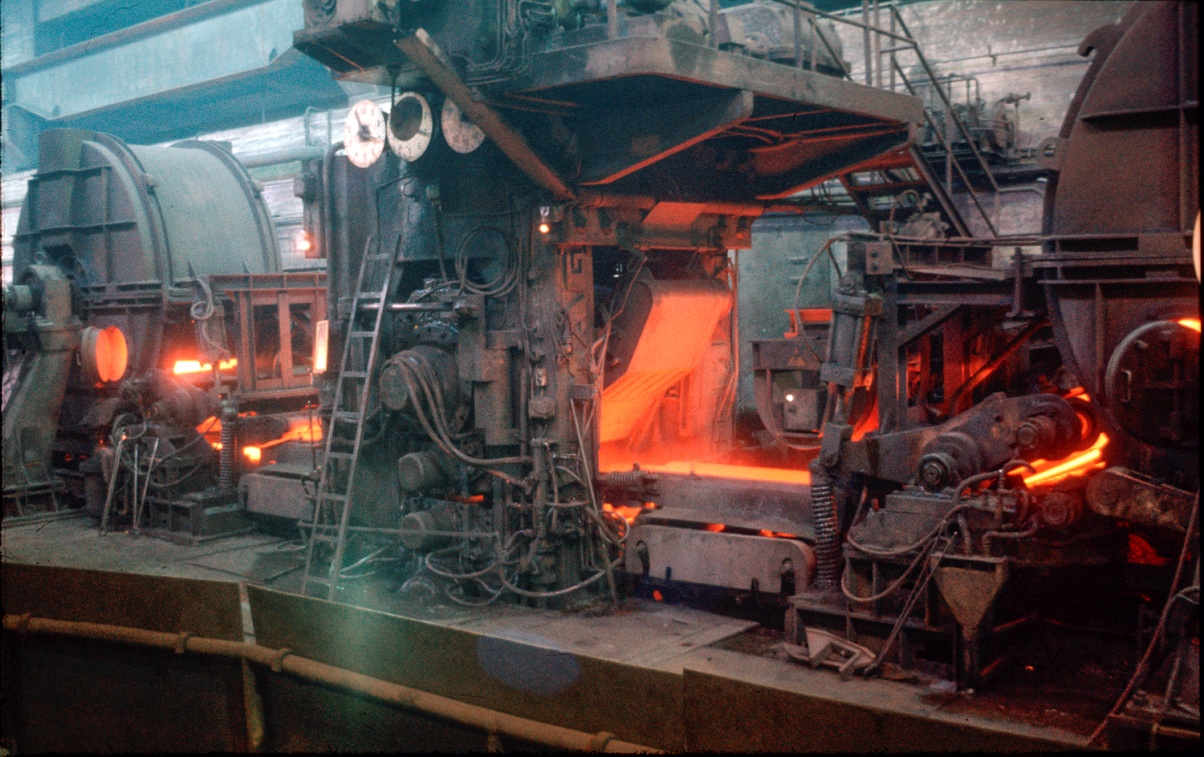
Valsning pågår i steckelverket, Foto Peter Nyblom
Det varma bandet med en längd av 280 m passerar sedan vidare genom en kylsträcka till en sluthaspel för att rullas ihop till en bandring.
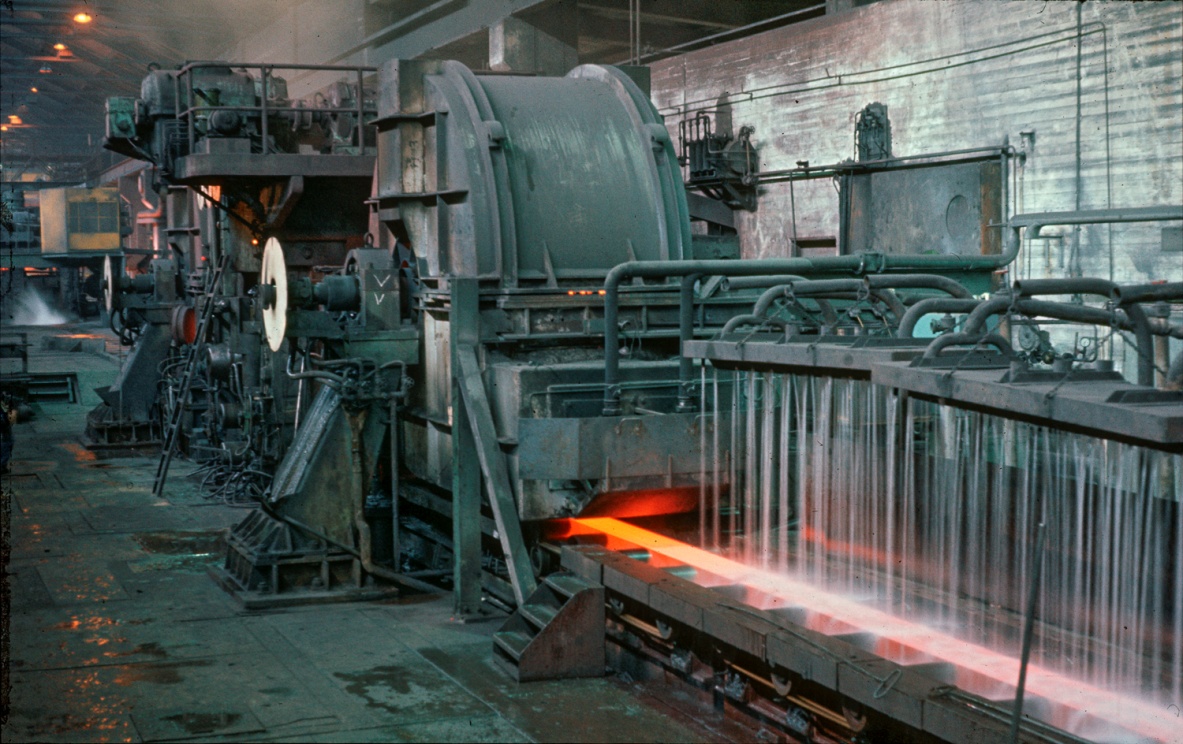
Foto Peter Nyblom
Ett smalt band lämnar valsverket och passerar kylsträckan på väg till haspeln. Bilden visar ett band som legovalsas för Sandvik AB. Fagersta Stainless hade inte så smala band för eget behov. En bandring lastas för vidaretransport till Södra kallverket där glödgning och betning utfördes.
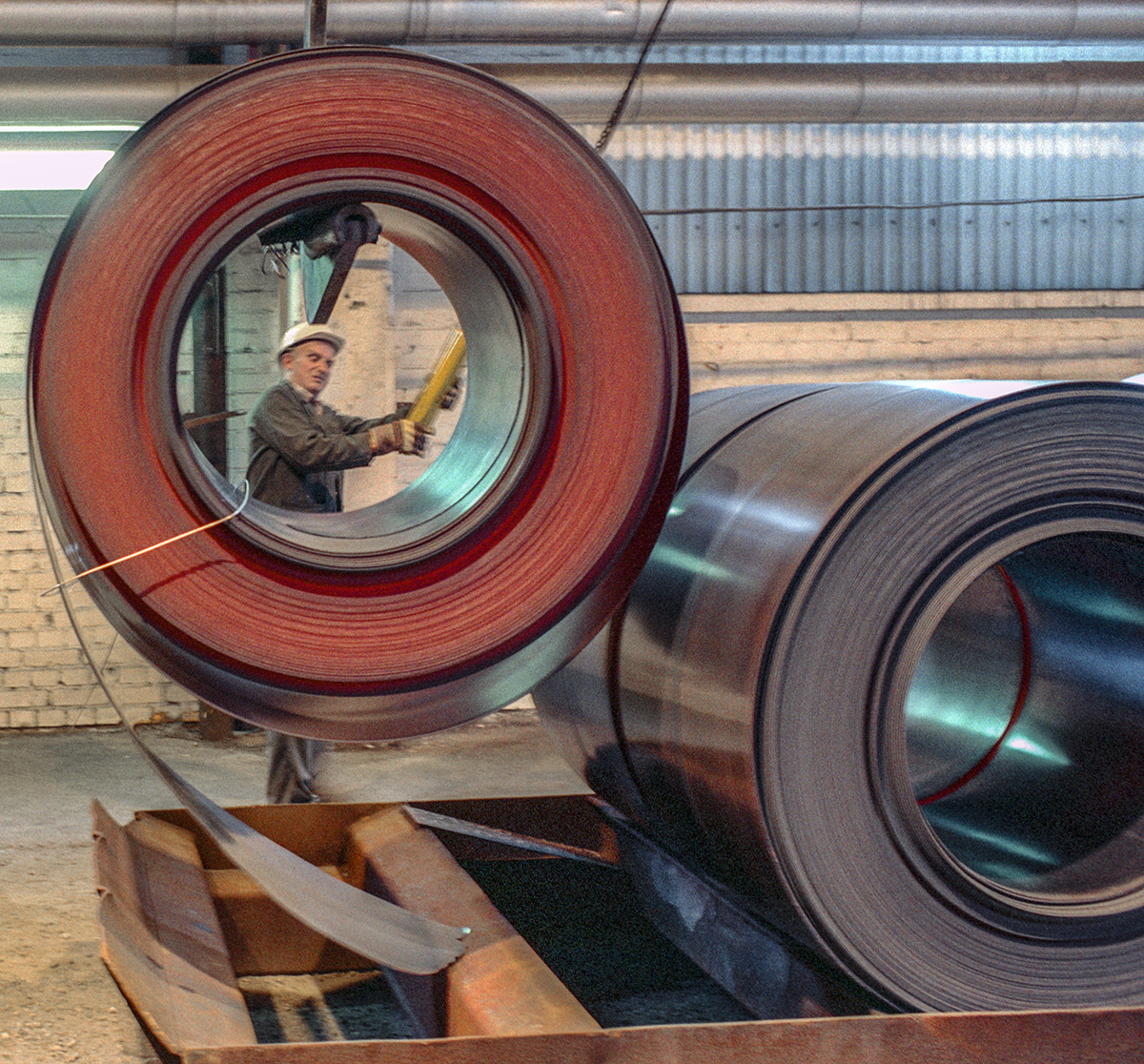
Mannen på bilden är Ebbe Hansen. Foto Peter Nyblom
Kapaciteten för bandverket var 80 000 ton per år vid tvåskift som var mer än behovet som mot slutet var ca 50 000 ton. Igenslagning av bandverket skedde 1989. Stålverk 2 och valsverket tillsammans med utrustning för färdigställning såldes till det sydkoreanska företaget Poongsan som tog över allt till Iowa i USA. Det enda som man där tillvaratog var förparet som installerades för valsning av mässing.